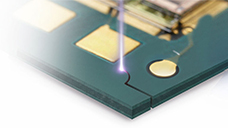
SiC 器件的制造方法與傳統(tǒng)的硅微電子技術(shù)相同:在單個(gè)晶片上制作大量單獨(dú)的集成電路,然后將其單晶切割為單個(gè)芯片,這些芯片隨后準(zhǔn)備好用于封裝。
在切割脆性 SiC 晶片時(shí),必須減少或完全消除機(jī)械鋸切的邊緣崩裂現(xiàn)象。單晶切割還應(yīng)將材料的機(jī)械變化降至最低。同時(shí)還應(yīng)優(yōu)先考慮最大限度地減小切口寬度,以限制“空間”尺寸(即相鄰電路之間的空白區(qū)域),從而最大限度地增加每個(gè)晶片上的芯片數(shù)量。
工程師必須權(quán)衡這些因素與切割速度、產(chǎn)量和其他影響成本的決定因素。使用消耗品,例如切割過程中使用冷卻劑和清洗液等,也需要納入考量。
皮秒和飛秒脈沖寬度范圍內(nèi)的超短脈沖激光器可用于多種不同材料的高精度切割和燒蝕,包括堅(jiān)硬、透明和/或脆性材料。使用超短脈沖寬度進(jìn)行加工的好處包括:材料的整體加熱最小,熱影響區(qū) (HAZ) 可忽略不計(jì)。與其他類型的激光器相比,這些光源還能提高邊緣質(zhì)量,減少碎屑產(chǎn)生。
大多數(shù)皮秒激光器的紅外輸出均可通過倍頻來提供可見綠光或紫外光,而紫外波長通常用于要求苛刻的應(yīng)用。在這一光帶工作的光源通常可以實(shí)現(xiàn)較小的焦點(diǎn)光斑尺寸,并在給定光斑尺寸下增加焦點(diǎn)深度或瑞利范圍。
這些特性使紫外皮秒激光器成為生產(chǎn)高縱橫比特征和更薄切口寬度的首選,因?yàn)槟軐?shí)現(xiàn)更精確的深度控制。此外,較大的焦點(diǎn)深度使這些光源更容易應(yīng)用于寬視場振鏡掃描系統(tǒng)。紫外光的穿透力有限,可進(jìn)一步減少熱影響區(qū) (HAZ)。
2、分析實(shí)驗(yàn)的詳細(xì)配置
不過,在任何環(huán)境下,利用短脈寬和短波長實(shí)現(xiàn)更高的產(chǎn)量都十分困難。為了確保 SiC 單晶切割結(jié)果的可重復(fù)性,必須對不同的系統(tǒng)設(shè)計(jì)和參數(shù)進(jìn)行試驗(yàn)。MKS/Spectra-Physics 進(jìn)行了一系列切割試驗(yàn),以評估紫外皮秒激光器的優(yōu)勢前景,例如更小的焦點(diǎn)光斑尺寸和更大的焦點(diǎn)深度。這些試驗(yàn)還力求實(shí)現(xiàn)更大的加工便利性,和更小的熱影響區(qū) (HAZ) 。最后,除了衡量這一工藝的技術(shù)和經(jīng)濟(jì)可行性外,這些試驗(yàn)還旨在研究各種脈沖串設(shè)置可能對結(jié)果產(chǎn)生的影響。
在第一輪試驗(yàn)中,使用 50 W、355 nm 皮秒激光器對 340 μm 厚的 4H-SiC 晶片樣品進(jìn)行了加工。這臺激光器的最大脈沖能量大于 60μJ,在 750 kHz 至 1.25 MHz 的重復(fù)頻率下提供的平均功率為 50 W。其最高工作頻率可達(dá) 10 MHz。在 200 至 400 kHz 的重復(fù)頻率下進(jìn)行測試,以確保所有脈沖輸出格式保持相似的脈沖能量和平均功率水平,從而能夠直接比較結(jié)果。
皮秒激光器與雙軸振鏡掃描儀和 330 mm 焦距 f-theta 物鏡配套使用。工作面上的焦點(diǎn)光斑尺寸約為 30 μm(1/e2直徑)。掃描儀的運(yùn)行速度范圍在 2 至 4 m/s 之間,每次劃線均采用多程次掃描,凈切割速度在 12.5 至 25 mm/s 之間。
這些測試中使用的激光器支持脈沖串:激光器發(fā)射一系列間隔很近的子脈沖串,相隔一個(gè)時(shí)間間隔后,再發(fā)出下一個(gè)脈沖串序列。實(shí)踐已經(jīng)充分證明,在許多材料加工情況下,脈沖串可以提高燒蝕率并降低表面粗糙度。

此外,測試中使用的激光器支持可編程脈沖串。這意味著脈沖串中的脈沖數(shù)以及脈沖串中每個(gè)脈沖的振幅和時(shí)間間隔都是可控的。此外,脈沖串的定時(shí)時(shí)間抖動(dòng)很低,即使在掃描速度很快的情況下,也能夠以高精度直接放置定位在工作面上。這些靈活的脈沖能力使我們能夠在測試過程中探索廣闊的工藝空間。
3、結(jié)果分析
下面圖 2 顯示了從單脈沖到 12 脈沖的各種脈沖串配置下,劃線深度值與平均激光功率的函數(shù)關(guān)系。在每次測試中,在材料的同一位置上總共劃線 80 次。每個(gè)脈沖串在工作面上的位置(總脈沖重疊)都受到嚴(yán)格控制。在這種情況下,脈沖的有效空間重疊率約為 84%。

圖 2. 圖中顯示了單脈沖(a,上圖)和各種脈沖串配置(b-d,中圖和下圖)下,以 25 mm/s 的速度通過四次劃線深度與功率的函數(shù)關(guān)系。數(shù)據(jù)顯示了脈沖串如何提高燒蝕率。
這些結(jié)果表明,脈沖串的使用大大提高了燒蝕率。這一結(jié)果在意料之中,而且與在其他材料中使用皮秒激光脈沖串加工的結(jié)果一致。同樣,燒蝕閾值隨著每個(gè)脈沖串中所含脈沖數(shù)的增加而降低(基本上呈對數(shù)降低)。這表明許多材料在多脈沖輻照下通常會出現(xiàn)“累積”現(xiàn)象。
3D 和 2D 表面形貌工具均用于精確測量劃線深度和邊緣質(zhì)量。使用掃描白光干涉儀獲得的圖像進(jìn)一步顯示了劃線的細(xì)節(jié)(圖 3)。由于表面光滑且無碎屑,皮秒紫外激光器還實(shí)現(xiàn)了另一個(gè)預(yù)期結(jié)果:高質(zhì)量切割。

圖 3. 通過掃描白光干涉儀獲得的劃線結(jié)果證實(shí),皮秒紫外激光能夠進(jìn)行干凈、無碎屑的切割。
從下面圖 4 中可以得出對劃線的進(jìn)一步定性評估。單幅圖像顯示了一系列 25 μm 深的凹槽,這些凹槽是通過 1 脈沖、4 脈沖、8 脈沖和 12 脈沖串依次產(chǎn)生的。平均功率根據(jù)需要進(jìn)行調(diào)整,以獲得每種情況下的最佳效果。上排的四幅圖像聚焦在晶片的頂部表面。下排的四幅圖像聚焦在刻線的底面。圖 4e-h 顯示了切割質(zhì)量與每個(gè)脈沖串中脈沖數(shù)的函數(shù)關(guān)系的清晰對比和進(jìn)展。

圖 4. 25-μm 深凹槽頂部(下圖,a-d)和底部 (e-h) 的特寫圖片。隨著脈沖串中脈沖數(shù)的增加,不同數(shù)值的凹槽顯示出切割質(zhì)量在穩(wěn)步提高。
劃線周圍的變色表明表面或基體材料發(fā)生了變化,隨著脈沖數(shù)的增加,這種變色會逐漸消失。脈沖數(shù)越高,進(jìn)料速率越快,效果也越好。這表明該工藝可以同時(shí)保證充足的產(chǎn)量和良好的質(zhì)量。
下面圖 5 展示了一系列劃線底面的高倍放大圖,所有劃線都是在平均功率為 16 W、凈加工速度為 25 mm/s 的相同激光工作條件下完成的。在不同的脈沖值下,每種條件下的劃線深度范圍從 8 到 25 μm 不等。這種更高分辨率的視圖凸顯了平滑度隨著脈沖數(shù)的增加而改善。在平均功率和總體加工速度不變的情況下,調(diào)整脈沖輸出可使劃線深度增加三倍。

圖 5. 使用皮秒紫外激光器加工可獲得極佳的邊緣/表面質(zhì)量,從而凸顯更高脈沖計(jì)數(shù)串的優(yōu)勢 (a-d)4、完善技術(shù)
在從理論到實(shí)踐的推進(jìn)過程中,應(yīng)用紫外皮秒激光劃線 SiC 晶片的潛力體現(xiàn)在利用脈沖串輸出來改善加工質(zhì)量和提高加工速度的能力上。還需要進(jìn)一步探索,以衡量和評估完整切割 340 μm 晶片的參數(shù)和結(jié)果。
與此同時(shí),我們正在研究如何將傳統(tǒng)上用于硅晶片劃線的機(jī)械鋸用于SiC。已發(fā)表的結(jié)果表明,這種方法仍然存在進(jìn)料速率有限的問題,而且會產(chǎn)生大量碎屑,例如在大于10 μm 的芯片中。
盡管如此,機(jī)械鋸切仍是半導(dǎo)體行業(yè)中常用的方法,任何替代技術(shù)都需要在產(chǎn)量、成品率和運(yùn)營成本方面展現(xiàn)出巨大優(yōu)勢,獲得了業(yè)界的認(rèn)可。盡管所獲得的紫外皮秒結(jié)果在完整切割方面還需要進(jìn)一步提升,但是成為備選技術(shù)后才可能進(jìn)一步獲得持續(xù)改進(jìn)。
來源:MKS / PHOTONICS spectra